Since March, it seems like there has been a constant barrage of conflicting information about which fabrics are the best for masks for COVID-19. We’ve put together this crash course on mask fabrics to provide some of the fundamental concepts in fabrics and how they are relevant for our collective mask making efforts. In Mask Fabrics 101we’ll focus on the role of fiber origin and fabric structure on masks. Then, in Mask Fabrics 201 (also included in this post) we’ll do a deeper dive into mask fiber and fabric properties and their influence of mask performance and safety.
Table of Contents
Mask Fabrics 101: In this section we focus on fiber origin and fabric structure and the importance of these features in preliminary evaluation of fabrics for masks:
Fibers are the basic building blocks of fabrics and textiles. Fibers are defined as flexible strands of material that are much longer than they are wide. The fiber composition, or fiber content, of fabrics affects their properties and their suitability for use in masks. These fibers are then constructed into fabrics. The ways fabrics are constructed (woven, knit, or nonwoven) effect their filtration characteristics and suitability for use in fabric masks.
Fiber Origin & Content
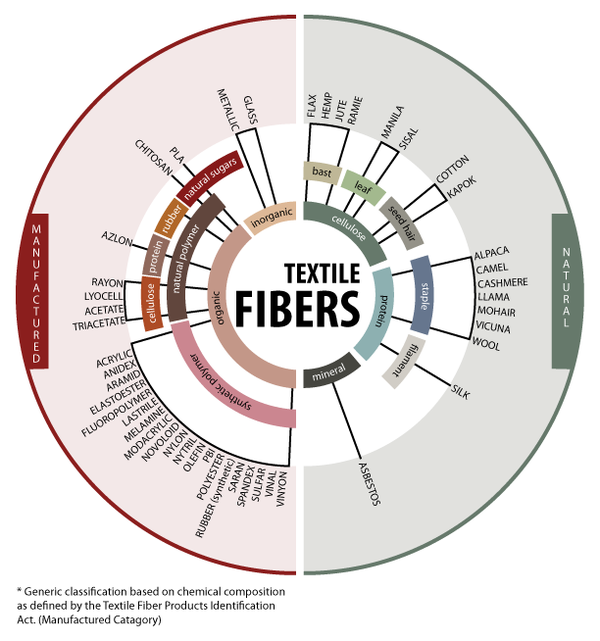
Although fibers can be characterized in many different ways, one of the most common ways fibers are distinguished is based on their origin, i.e., whether the fibers are natural or manufactured (synthetic). The specific type of material that fibers are constructed from is referred to as the fiber content (e.g., cotton or polypropylene). For mask makers it is considered best practices to include information about fiber content with masks. For manufacturers, this best practice may be a legal requirement (see regulatory agencies for guidance).
Plant Fibers – harvested from cellulose- containing parts of plants including the seed (e.g., cotton), the bast (e.g., linen), and the leaf.
Synthetic Fibers – created from synthetic polymers and chemicals (e.g., nylon, polyester, polypropylene, polyethylene, polyurethane, and carbon fibers).
Animal Fibers – derived from animal proteins such as the hair-sheared from sheep (e.g., wool) and silk from the cocoons of silkworms.
Regenerated Fibers – typically cellulose-based, re-created from naturally occurring materials (e.g., wood, bamboo, and seaweed) including rayon, acetate, and modal.
Mineral Fibers – derived from minerals (e.g., Asbestos).
Inorganic Fibers – manufactured from glass (e.g., fiberglass and microglass), metals (e.g., silver and copper), and other non-carbon based sources.
Natural Fibers
Natural fibers are strands of long, thin, flexible material that are created in nature by plants, animals, or geological processes (i.e., mineral fibers).
Although natural fibers are rarely used in commercial medical masks, they are commonly used in fabric masks to contain droplets to help reduce the spread of COVID-19. According to the WHO, absorbent hydrophilic materials (e.g., cotton) should be used for the innermost mask layers (i.e., those contacting the face).
Fiber
Source
Properties
Disadvantages For Masks
Advantages For Masks
Cotton
Cotton – Seed
● Absorbent
● Not electrostatic
● May Shrink
● Slow to Dry
● Inexpensive
● Easily sourced
● Easy to wash
● Can Iron at 204∘C (400∘F)
Linen
Flax – Stem (bast)
● Absorbent
● Not electrostatic
● Expensive
● Wrinkles
● Less filtration (Larger fiber diameters)
● Dries Quickly
● Feels Cool
● Can Iron at 230∘C (445∘F)
Silk
Silkworm- Cocoon
● Absorbent
● Electrostatic when dry
● Expensive
● Less durable
● Soft/Fine
● Lightweight
● Can Iron at 148∘C (300∘F)
Manufactured Fibers
Manufactured fibers are strands of long, thin, flexible materials that have been significantly altered (in terms of chemical composition, structure, and properties) by industrial processes. These fibers include synthetic fibers (e.g., polyester, polypropylene, and carbon fiber), regenerated fibers (e.g., rayon, viscose, and bamboo), and inorganic fibers (e.g., fiberglass, silver, and copper fibers).
Medical masks are typically made from layered combinations of fabrics made from manufactured fibers (e.g., polypropylene). For fabric masks, the most commonly used manufactured fibers are non-absorbent, or hydrophobic, synthetic fibers. According to the WHO, fabrics made from synthetic hydrophobic fibers (e.g., polypropylene or polyester) should be used for outermost mask layers.
Fiber
Properties
Disadvantages for Masks
Advantages for Masks
Polypropylene (PP)
● Hydrophobic
● Electrostatic
● Lower melting point
● Less UV-resistant
● Not Dyeable
● Ironing is not recommended; if required, use lowest setting (135∘C; 275∘F)
● Dries Quickly
● Light weight
● Most Hydrophobic
● Most Electrostatic
Polyester (PET)
● Hydrophobic
● Electrostatic
·
● Less hydrophobic
● Can be stained
● Dries quickly
● Can be Ironed on low to medium
(148∘C; 300∘F)
Fabric Structure
Fabrics are flexible sheets of material constructed from textile fibers. The structure of fabrics depends on the way they are constructed, and affects their performance and suitability for use in masks. The three main fabric structures are: woven, knit, and nonwoven (Figure 2).
Figure 2. Structures of fabrics used in masks: A) woven, B) knit, and C) nonwoven (Wange et al, 2020)
Woven Fabrics
Woven fabrics are created by interlacing fibers or yarns at right angles (90° angles) to each other in a ‘checkered’ pattern. This pattern is created by weaving (or interlacing) a set of horizontal fibers (weft fibers) over and under a set of vertical fibers (warp fibers). The properties of woven fabrics depend on the ways in which the fibers (warp and weft) are interwoven.
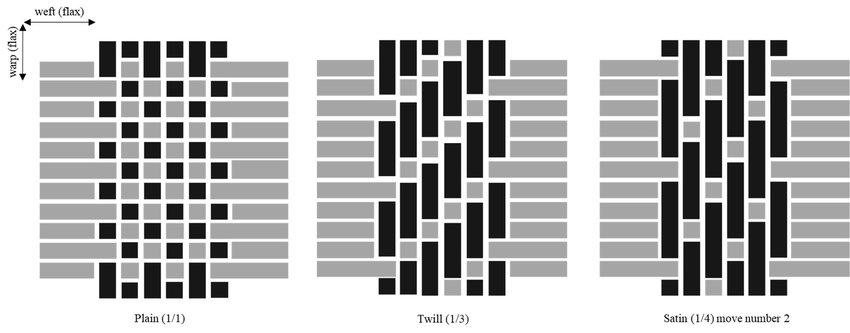
Did you know? Woven fabrics are typically produced using one of the three basic weaves: Plain, Twill, Satin (Figure 3). All of the other types of the weave patterns are variations of these three basic weaves.
Figure 3. Illustrations of the three basic weave patterns: 1) plain, with one yarn up and one down, 2) twill, with one yarn up, and three yarns down, and 3) satin, which is one yarn up and 4 yarns down. Image credit: Shamsuyeva, 2019)
For masks, fabrics with tighter weaves are usually recommended because they have smaller spaces between threads (smaller pore sizes) and provide more filtration. However, tighter weaves also have more resistance to air flow, which may decrease breathability. In general, the tightness of the weave of a fabric can be evaluated based on the thread count (measured by counting the number of threads in one square inch).
For fabric masks, both the CDC and the WHO recommend using tightly woven fabrics for absorbent mask layers. Examples of woven materials commonly used for face masks include:
Cotton Poplin (~100 – 130 gsm)
Quilting Cotton (~150 – 180 gsm)
Batik (~200 – 280 gsm)
Did you know? Batik is a dyeing technique primarily done in Indonesia that traditionally utilizes fabrics with a high thread count.
An advantage of woven fabrics for masks is that they are commonly available and easily sourced. A disadvantage of woven fabrics is that the gaps between fibers (pore sizes) are large and regularly spaced, which can provide particles with a direct path from one side of the fabric to the other. To address these disadvantages, tightly woven fabrics are used to reduce pore sizes, and multiple layers of fabric with different weaves/orientations are used to prevent particles from having a straight path from one side of the mask to the other.
Knit Fabrics
Knit fabrics are made by pulling loops of thread or yarn through each other to create a sheet of material. In general, knit fabrics are not recommended for use in masks because they are stretchy. When knit materials are stretched, it increases the size of the holes (pore size) in the materials, which decreases the its ability to filter particles.The WHO Guidance for COVID-19 masks (June 5, 2020) recommends against stretchy materials.
However, knits are commonly available, and tend to be both breathable and comfortable and are sometimes used as non-filtering mask layers. An example of a knit fabric commonly used in masks is:
Cotton T-shirt Material (140 – 180 gsm): most t-shirt materials are knit
Did you know? There are two basic types of knitted fabrics: weft-knit (e.g., jersey) and warp-knit (e.g., tricot ). In weft-knit fabrics the loops are connected across the width (weft) of the fabric (Figure 4). Weft-knits are the most common and are used in things like t-shirts and socks. In warp-knit fabrics the loops are connected vertically (warp) through the fabric. Warp-knits are commonly used in underwear and stretch-pants.
Figure 4. Illustrations of the two basic knit patterns: 1) Weft Knit and 2) Warp Knit (Image credit: Fangueiro and Soutino 2011). Although knits (especially weft-knits) are not generally recommended for use in masks, advances in warp-knit fabric technologies have led to decreased pore sizes and properties that may be suitable for inner mask layers.
Nonwoven Fabrics
Instead of being woven or knit, nonwovens are fibrous webs that are bonded together to form a fabric, usually through mechanical, chemical, or thermal means.
According to international standards, “Nonwovens are structures of textile materials, such as fibers, continuous filaments, or chopped yarns of any nature or origin, that have been formed into webs by any means, and bonded together by any means, excluding the interlacing of yarns as in woven fabric, knitted fabric, laces, braided fabric or tufted fabric” (BS EN ISO 9092:2011)
In the context of masks, the most frequently discussed nonwovens are spunbond and meltblown nonwovens. The table below illustrates some of the pros and cons associated with spunbond vs. meltblown fabrics.
Property
Spunbond Nonwovens
Meltblown Nonwovens
Filtration Capacity
Lower
Higher
Inhalation Risk
Lower
Higher
Fabric Strength/Durability
Higher
Lower
Washability (Melting Point)
Higher
Lower
Commercially available medical masks are usually constructed from a combination of spunbond and meltblown layers. Although meltblown materials offer better filtration compared to spunbond materials, meltblown materials are typically less durable and have lower melting points so are less suitable for re-use in fabric masks. In addition, meltblown fabrics are created from small discontinuous fibers that may pose an increased inhalation risk for people working with them at home (handling, cutting, and sewing); consider wearing an N95 while working with meltblown materials. For re-usable handmade fabric masks for COVID-19 we typically recommend spunbond nonwoven polypropylene materials.
Did you know? Syntheticfibers with diameters < 3μm (e.g., meltblown and nanofiber materials) may pose an inhalation risk to those working with them. Seek the guidance of regional health and safety officials and occupational safety officials when assessing fiber safety, and consider using N95s if handling meltblown and/or nanofiber materials.For fibers where potential inhalation risks are unknown, it is important to consider the known contributors to inhalation risk, the “3Ds”:
Dimension: Fibers < 3μm in diameter are small enough to penetrate deeply into the lungs and are more concerning than larger diameter fibers. Fibers that are < 3μm in diameter and > 5 μm in length are the most concerning.
Dosage: Higher quantities of penetrating fibers are more concerning than lower quantities.
Durability: Fibers that cannot be dissolved or broken down once in the lungs are more concerning than those that can.
It is well known that some fibers can cause lung disease and significant harm such as natural mineral fibers (e.g., asbestos) and synthetic mineral fibers (e.g., fiberglass and mineral wools (OSHA;CDC;WHO). When considering fibers for use in masks, it is important to consider potential hazards to the health of the end-user as well as that of the person constructing masks.
When choosing nonwoven fabrics for mask use, look for virgin materials without adhesives or additives. For more information on using spunbond NWPP in masks for COVID-19 see Mask Fabrics: 201, see also The Big 4: Criteria for Community Mask Materials.
Mask Fabrics 201
In this section, we do a deeper dive into the characteristics of fibers and fabrics that are commonly used in masks. For fibers, we discuss fiber diameters, lengths, fineness, moisture absorption/resistance, melting points and electrostatics and their importance for masks. For fabrics, we discuss fabric weights (gsm) and do a deeper dive into the manufacturing processes for spunbond, meltblown, and SMS (spunbond-meltblown-spunbond) materials.
Fiber Characteristics
Fiber characteristics affect filtration performance and suitability of potential mask materials. Fiber geometry (diameter and length), fineness, and moisture absorbance/resistance affect mask performance. For synthetic materials, melting points are an important consideration for re-use, and electrostatic properties can improve filtration.
Fiber Geometry and Absorbance
Fiber Diameter: In general, small diameter fibers are preferred for filtration because more fibers can be packed into a given area. This increases the effective surface area of fibers, which enhances mechanical filtration through Brownian diffusion, inertial impaction, and interception. CAUTION: synthetic fibers < 3 µm diameter (e.g., meltblown fibers and nanofibers) may pose an inhalation risk
Nanofibers are defined as fibers with diameters less than 1000 nm, although they are sometimes defined as fibers with diameters less than 100 nm. Nanofibers are commonly used for filtration, and occasionally used in sportswear textiles to improve water resistance. Polypropylene, Polyurethane (TPU) and PLA are commonly used materials for nanofibers. Although meltblown nonwovens can be created with nanofibers, the majority of nanofibers are created using electrospinning technologies.
Fiber Length: Shorter fibers trap more air, which may allow them to trap more particles, but also causes them to be more insulative and warmer. If you are making a summer mask, you might consider fabrics made from longer fibers.
Fineness (denier): Fiber fineness is measured in denier (a linear mass density). In general, lower denier fibers are considered softer and more comfortable. Lower denier fibers typically have better filtration characteristics, but they are more fragile and don’t stand up to the wear and tear of heavy use and frequent washing. Lower denier fibers may also have lower melting points than larger denier fibers of the same material.
Microfiber – Microfibers are defined as fibers with deniers of less than 1. For reference silk is usually 1 denier, and human hair is around 20 denier. The most common materials used for microfibers are polyester (PET), polypropylene (PP), and nylon (polyamides) are the most common types of microfibers.
Fiber Absorbance (Moisture Regain): Moisture regain is a measure of how much water a fiber retains. Fibers with 0% moisture regain are considered hydrophobicand may be appropriate for use in outermost mask layers. Synthetic hydrophobic fibers can also accumulate electrostatic charge, which can aid filtration. Fibers with larger moisture regain are considered absorbent, or hygroscopic, and may be more appropriate for use in innermost mask layers.
Table of Fiber Characteristics and Relevance For Specific Mask Materials
Numbers
Terms
Description & Relevance
Examples
Fiber Length
2-46 cm
Staple
A fiber that is ≤100 times longer than it is thick. Shorter fibers tend to trap more air.
• Cotton, Linen, Wool
• Manufactured fibers
>100 meters
Filament
A long continuous strand ranging in length from 100s of meters to kilometers.
• Silk
• Manufactured fibers
Fiber Diameter
~10-50 µm
Clothing Fibers
Large diameter fibers are crisp, stiff, with poor drape; small diameter fibers are soft and pliable. In general, fibers < 10 µm are too fragile to create yarn and fibers > 50 µm are too coarse for comfort.
• Natural fibers
• Manufactured fibers
• Spunbond
Spunbond fibers are continuous fibers of synthetic materials with diameters of 10-25µm
Nanofiber are defined as fibers <1µm in diameter, though historically were <100nm. They typically have lower melting points than larger diameter fibers of the same materials.
• Polyurethane (TPU) • PLA • Carbon Nanofibers
Fiber Fineness (Thickness: Linear Mass Density)
<1 -20 den
Clothing Fibers
Denier (den): mass in grams per 9000 meters of fiber (denier per filament, dpf, is used for multi-filament fibers) OR tex: mass in grams per 1000 meters of fiber. Higher values denier (or tex) values refer to courser fibers.
< 1 den
Microfiber fabrics are defined as having a thickness of less than 1 denier.
Moisture regain (%R): the conditioned, or wet, weight of the material (Wc, at 65% humidity and 70F), relative to the oven dry weight (WD) where %R = 100 x(Wc-WD)/WD
>1
Hygroscopic fibers have the highest moisture regain and are the most absorbent; common fibers are provided by SSTM DI909-77.
• Wool (13%)
• Silk (11%)
• Cotton (7%)
≤1
Hydrophobic fibers do not absorb or adsorb water and are more conductive to the build-up of static electricity.
For manufactured fibers, melting point is an important consideration for washing and disinfection strategies for re-use. Fibers with melting points and glass transition points near 100ºC (212ºF) are not suitable for disinfection strategies based on boiling, steam, or hot water washing.
For additional details about how different fibers compare to each other, see the table below:
Fiber Type
Diameter (µm)
Length
Fineness (denier)
Moisture Regain (%)
Melting Point (ºC)
Natural
Silk
11 – 12
0.5 – 1.5 km
1 – 3
11
N/A
Cotton
16 – 20
10 – 65 mm
5 – 8
7
Linen
12 – 16
< 90 cm
9 – 36
8.8
Wool
10 – 50
4 – 7.5 cm
5 – 45
13.6
Asbestos
2 – 5
20 – 50 µm
–
–
1000
Manufactured
Polyester (PET)
12 – 25
Filament or Staple
10 – 15
0.4
255
Polypropylene (PP; isotactic)
5 – 25
10 – 25
0
160
Polyethylene (PE)
5 – 25
10 – 25
110
Nylon (Polyamide)
12
0.7 – 20
4.5
215
Spandex (Polyurethane)
–
18 – 50
1.3
175
Acrylic (Polyacrylonitrile; PAN)
15 – 25
0.5 – 7
1.5
330
Carbon Fiber**
5 – 10
0.6
–
N/A
Activated Carbon Fiber
10 – 40
0.5 – 3
> 10%
Polylactic acid (PLA)
<1 – 35
–
0.4 – 0.6*
130+
Polyurethane (TPU)
<1
0.9 – 27
< 0.3*
175
Meltblown Fibers
1 – 3
–
< 0.6*
–
Nanofibers
< 1
–
–
–
Fiberglass
6 – 20
Staple
–
0*
1121
Micro-glass
0.1 – 3
–
*Values not obtained from ASTM D1909-77.
** 90% of carbon fibers are made from PAN.
Fiber Electrostatics
Static electricity or surface charge can provide additional filtration by repelling charged droplets or particles. This electrostatic filtration does not impact breathability and is typically a key factor in the filtration efficiency of N95 masks.
Static electricity can be generated by rubbing materials together to transfer electrical charge from one material to another. For fibers and fabrics, the electrostatic propensity of the material is defined as “the capacity of a given textile material to acquire and hold on electrical charge by induction (via corona discharge) or by tribo-electric means (rubbing with another material)”(ASTM D4238-90). Fibers with low moisture regains (i.e., hydrophobic synthetic materials) can hold electrical charge much longer than absorbent materials.
The triboelectric series table below categorizes fibers by their charge, from most strongly negative to most strongly positive. Hydrophobic synthetic materials such as polypropylene, polyester, and polyurethane are expected to be able to generate and hold electrostatic charges longer than other materials, which makes them ideal filtration layers for mask making.
Material
Polarity
Moisture Regain
Fiber Origin
Polyethylene (PE)
–
0
Hydrophobic Synthetic
Polypropylene (PP)
0
Polyester (PET)
0.4
Polyacrylonitrile (PAN)
1.5
Cotton
0
7
Absorbent; Natural
Wool
+
13.6
Absorbent; Natural
Nylon (PA)
4.5
Absorbent; Synthetic
Silk
11
Absorbent; Natural
Polyurethane (PU)
0.3
Hydrophobic Synthetic
PLA
0.4
Fabric Weight and Thread Count
Although fabric weights and thread counts are not stand-ins for filtration and breathability characteristics, they may help mask makers get a general sense of fabric suitability for use in masks.
Fabric Weight (gsm). A standard measurement for fabric weight is grams per square meter (gsm) or ounces per square yard (oz/yd²). The higher the gsm weight of the fabric, the more dense it is. Generally, a lightweight fabrics is between 20-150 gsm, medium weight is 150-350 gsm, and heavyweight fabrics will be 350 gsm or more.
Material Weight
GSM
Type of Fabric
Fabric Use
Lightweight
20 – 25
Medical grade spunbond NWPP
Disposable medical masks
30 – 40
Spunbond NWPP Interfacing
Used as an inner layer to give materials added structure
50 – 100
Gauze, chiffon
Blouses and skirts
70 – 110
Spunbond NWPP
Reusable bags
100 – 140
Cotton Poplin
Shirts
140 – 180
Jersey Knit Cotton
T-Shirts
Midweight
150 – 180
Quilting Cotton (65 – 120 threads per inch)
Quilts
170 – 230
Knit, linen, cotton/spandex blends
Pants, lightweight jackets, dresses
200 – 280
Batik Cotton (220 threads per inch)
Quilting, dresses, home decor
230 – 340
Stretch denim, canvas, sweatshirt fleece
Pants, jackets, sweaters
Heavyweight
340 – 450
Rigid denim, canvas
Jeans
450 – 650
Cotton Towel
Face towels, bath towels, pool towels
For fabrics with the same structure and composition, fabrics with higher weights (gsm) are likely to provide higher filtration (and lower breathability) than those with lower weights/thread counts. For example a 180 gsm quilting cotton is likely to provide more filtration than a 120 gsm cotton poplin. However, the gsm between quilting cotton and spunbond nonwoven polypropylene can not be directly compared due the difference in material structures (nonwovens typical have better filtration than wovens) and the different densities of the fabric fibers (cotton fibers have a higher density than nonwoven polypropylene fibers).
For multi-layered masks made of spunbond NWPP, we recommend using three layers of 65 – 100 gsm material (e.g., a combined total of 195 – 300 gsm), however for increased breathability/comfort in lower risk situations masks with two layers or masks with multiple layers of lighter weight materials targeting total weights of between 120 – 300 gsm (e.g., four or five layers of 40 gsm, or two or three layers of 65 – 100 gsm) may be appropriate. In general, increasing the number of layers and weights of materials increases filtration, but decreases breathability. Optimal layering combinations will vary depending on use, and specific material manufacturers/sources. Verify comfort, breathability, and wearability before use.
Thread Count. To dive a bit deeper into thread counts (described briefly in Fabrics 101), thread count is a common metric for woven fabrics such as bedsheets. It refers to the combined number of horizontal (weft) and vertical (warp) threads per square inch of fabric. Generally, the higher the thread count or TPI (threads per square inch), the softer the sheet, the denser the weave, and the better the material is for masks. However, the practical amount of thread that can fit into a square inch of fabric is limited, suggesting that items above 400 TPI may be counting the number of strands in a twisted yarn to inflate their thread count claims.
In general, fabrics with higher thread counts provide better filtration than those with lower thread counts. For masks, American Association of Textile Chemists and Colorists (AATCC) suggests that woven (plain, satin, sateen, twill) fabrics with thread count of 400 or more may be acceptable for mask layers.
Fabric Testing Standards for Manufacturers
Fabric Testing Standards. In addition to GSM and TPI, a number of additional fabric testing standards may be useful for mask manufacturers to consider to better characterize fabrics for use in masks. The table below lists some of the potentially relevant test metrics as well as standardized test methodologies for each.
Test
Standard Method
Measurement Equipment
Fabric GSM
ASTM D3776
GSM cutter, specimen fabric.
Yarn Count
ASTM D1059/1907
Electric balance, Counter pin, magnifying glass
Fire Testing
ISO-14116
Gas lighter and fabric.
Dimensional Stability to Washing Test
AATCC 135
Measurement Scale, Washing machine, Tumble dryer.
Fabric Allergy Testing
AATCC 81
pH Meter
Fabric Damage Testing
ASTM D1424
Tear strength tester.
Seam Slippage Test
ASTM D434-95
Strength tester machine, Sewing thread and needle.
Fabric Characteristics: A Deeper Dive Into Nonwovens
As discussed above, nonwoven synthetic fabrics are typically used in commercial medical masks, due to their balance of filtration and breathability, water-resistance, and ability to support electrostatic surface charging (e.g., electret and corona charging). In the context of masks, three types of nonwovens are typically discussed: spunbond nonwovens, meltblown nonwovens, and electrospun nonwovens.
Spunbond and Meltblown Nonwovens
The manufacturing processes for spunbond and meltblown nonwovens both start with a process called spunmelt, but then diverge to yield different types of fibers with different properties.
Spunmelt creates nonwoven webs by heating thermoplastic polymers (e.g., polypropylene, polyester or nylon) and extruding them through a metal plate with hundreds of holes in it, known as a spinneret. This extrusion process is similar to a spaghetti press or garlic press: the materials are pressed through a grate to create string-like fibers.
Figure 5. The majority of manufactured fibers are made by pushing a solution of raw materials through a spinneret. The spinneret separates the solutions into individual streams which are then solidified into fibers. The size and shape of the holes in the spinneret affect the resultant fiber diameters and shapes. Image Source: Arville
Spunbond Nonwovens
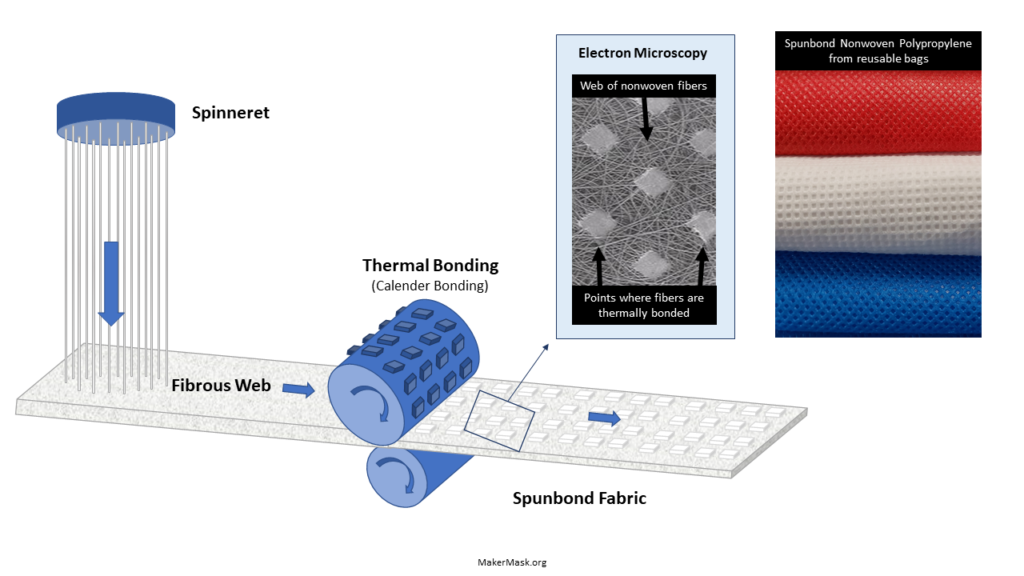
Spunbond fabrics are produced by extruding melted polymer through a spinneret to form long thin filaments. These filaments (5 – 20 um diameter) are collected on a moving conveyor belt, where they form a fibrous web. The web of nonwoven fibers is then passed between two heated rollers, which thermally bond the web together to give it better strength and durability. This process is called thermal bonding or calender bonding (Figure 6).
Figure 6. Schematic manufacturing process for spunbond nonwoven fabrics: spun-laying and fabric formation using thermal bonding method (calender bonding), which gives spunbond nonwovens the characteristic dimpled pattern. Image source: MakerMask.org
Some of the advantages of spunbond nonwovens are that they are more durable than meltblown materials, have higher tensile strengths, are less likely to pose inhalation risks (larger diameter, continuous fibers), and typically have higher melting points relative to meltblown materials made from the same polymer.
Common spunbond materials used in masks include:
Spunbond nonwoven polypropylene (PP): common, cheaper to produce, easier to spin with smaller fiber diameters than spunbond polyester.
Spunbond nonwoven polyester (PET): less common, more expensive, not possible with recycled fibers, better strength and durability, and dyeable
Spunbond nonwoven polyethylene (PE): lower melting point, not compatible with high temperature washing or disinfection. NOT SUITABLE FOR REUSABLE MASKS
Meltblown Nonwovens
Meltblown nonwovens start off with a spunmelt process similar to that of spunbond fibers. However, the process after filaments are extruded from the spinneret is different. For meltblowns, the extruded fibers are are immediately subjected to high velocity hot air streams coming from both sides of the spinneret. These rapidly moving streams of hot air hit the molten polymer at the edge of the spinneret and blow it into very fine filaments (~1 -5 μm diameter). The rapidly moving air causes these fibers to break into shorter, discontinuous filaments, which are then randomly dispersed and collected into a web on the roll below.
Meltblown fabrics have many ultrafine fibers for a given weight and create fabrics with large surface areas, which yields excellent filtration properties as well as good insulating properties. However, meltblown NWPP tears easily, is harder to sterilize, and may pose an inhalation risk.
Although made from the same raw stock as spunbond NWPP, the structure of the meltblown material, and the size of the fibers are different. The individual fibers of meltblown NWPP are both shorter and thinner, which increases the risk of particle inhalation. For large-scale commercial mask operations with appropriate manufacturing controls and oversight, these risks can be mitigated; however, the use of meltblown NWPP in DIY masks is not recommended at this time.
Composite Spunmelt Materials (SMS, SMMS, et al)
Spunbond-meltblown-spunbond (SMS) materials are multi-layered fabrics, commonly used in medical gowns, drapes, and sterilization wraps. The spunbond layers give the materials better structural integrity, and the meltblown layers give it better filtration. An example of an SMS material is the Halyard series of blue sterilization wraps, available in weights from H100 to H600.
Figure 7. Schematic of SMS (Spunbond-Meltblown-Spundbond) Fabric (Image Source: Halyard)
As mentioned above, meltblown materials generally stand up poorly to cleaning and disinfection. Because SMS includes meltblown layers, care should be taken when exposing materials to heat or agitation. Such materials may be better suited to single-use masks.
ElectrospunNonwovens
The majority of nanofiber materials are manufactured through a process called electrospinning. For electrospun fibers, the precursor materials go through a spinneret, but instead of being blown by hot air as in meltblown processes, electrical fields are used to draw out, and deposit extremely thin (1 nanometer to 500 nanometers in diameter) continuous fibers (Figure 8).
Electrospun fibers tend to be fragile on their own, so are usually deposited on a stronger substrate material like spunbond fibers to create composite nonwovens. Although electrospun fibers of frequently created from synthetic materials, they can also be created from ‘natural’ plant and animal based materials like silk and cellulose. These ‘natural’ fibers are biodegradable, and in the future may be able to be used in create more environmentally friendly disposable nanofiber filtration materials for masks.
Did you know? Materials, like Filti are composite materials with spunbond layers to enhance strength and durability and nanofiber layers to enhance filtration.
Conclusion
This two-part post explored some of the basic properties and characteristics of fibers and fabrics used in mask making. Note that each fiber type and fabric type has its pros and cons. Our research points to the utility of multi-layer masks with synthetic nonwoven outer layers, with each layer contributing to a balance of filtration, breathability, and washability. Always be aware of the safety profile of the materials in your masks and the directions for their care and use.
REFERENCES
Types of Fabric: Woven, Knit, Nonwoven
Wang, Wei & Li, Tao & Liu, Kang & Wang, Shuo & Peng, Huaxin. (2020). Effects of three fabric weave textures on the electrochemical and electrical properties of reduced graphene/textile flexible electrodes. RSC Advances. 10. 6249-6258. 10.1039/C9RA08524F.
Midha VK, Dakuri A. Spun bonding technology and fabric properties: a review. J Textile Eng Fashion Techno. 2017;1(4):126-133. DOI: 10.15406/jteft.2017.01.00023
OSHA. Occupational Exposure to Respirable Crystalline Silica — Review of Health Effects Literature and Preliminary Quantitative Risk Assessment Occupational Safety and Health Administration Docket OSHA-2010-0034. https://www.osha.gov/silica/Combined_Background.pdf
Activated Carbon Fibers. Hassan et al (2020). Recent trends in activated carbon fibers production from various precursors and applications—A comparative review. Journal of Analytical and Applied Pyrolysis, ISSN: 0165-2370, Vol: 145, Page: 104715https://www.sciencedirect.com/science/article/pii/S0165237019303225
Perumalraj R. Characterization of Electrostatic Discharge Properties of Woven Fabrics. Perumalraj, J Textile Sci Eng 2016, 6:1 DOI: 10.4172/2165-8064.1000235
Havenhill, R.S. , O’Brien, H.C. , and Rankin, J.J. , Electrostatic Properties of Rubber and GR-S, J. Applied Phys. 15, 731-40 (1944).
ASTM D4238-90, Standard Test Method for Electrostatic Propensity of Textiles (Withdrawn 1996), ASTM International, West Conshohocken, PA, 1990, www.astm.org








7 thoughts on “Mask Fabrics: Introduction to Fibers and Fabrics”
Comments are closed.